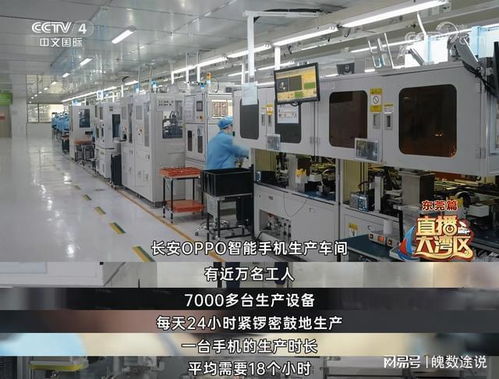
日产20万台的背后 揭秘这家手机厂商如何以技术创新实现产能飞跃
在全球智能手机市场竞争日益激烈的今天,产能不仅是衡量一家企业制造实力的标尺,更是其响应市场需求、把握市场机遇的关键能力。当一家手机厂商宣布其产能能够稳定在每天20万台以上时,这不仅仅是一个数字的突破,更代表了其在供应链管理、生产技术创新和质量管理体系上达到了行业领先水平。这背后,是持续不断的技术投入与创新咨询的深度支撑。
一、产能数字的意义:不只是规模,更是稳定
日产能稳定超过20万台,意味着月产能可达600万台,年产能则突破7000万台大关。这一量级将企业置于全球智能手机制造的第一梯队。“稳定”二字尤为关键——它超越了峰值产能的偶然性,强调的是在原材料供应、生产线运转、人员调配和品质控制等多个环节实现高效、无缝的协同,确保在市场需求波动或供应链局部紧张时,依然能够持续输出高质量产品。
二、实现高产稳定的技术支柱
1. 高度自动化与智能化生产线
实现这一产能目标的核心,是深度集成的自动化生产线。通过引入工业机器人、自动化组装与检测设备,厂商大幅减少了人工干预环节,提升了生产节拍的一致性与精准度。例如,SMT(表面贴装技术)生产线采用全自动贴片机,每分钟可完成数万次元器件贴装,精度达到微米级;而自动化测试站能够实现7×24小时不间断运行,对每台手机进行上百项功能与性能测试,确保出厂品质。
2. 供应链的数字化与弹性管理
产能的稳定高度依赖于供应链的稳健。该厂商通过搭建供应链数字化平台,实现了从核心芯片、显示模组到结构件等上千种物料的可视化追踪与智能调度。利用大数据预测与AI算法,系统能够动态调整采购计划与库存水平,提前预警潜在断供风险,并与关键供应商建立战略协同机制,甚至通过投资或共建产能的方式锁定关键元器件供应,从而构建起极具弹性的供应链网络。
3. 模块化设计与制造工艺创新
在产品设计阶段便融入制造思维,采用高度模块化的架构。这使得不同型号的手机可以共享大量通用模块(如摄像头模组、电池、主板核心区域),生产线只需进行快速换型调整即可切换生产机型,极大提升了生产线的灵活性与利用率。在制造工艺上持续创新,例如采用更精密的纳米注塑工艺提升结构件强度与装配精度,或引入新型点胶与焊接技术提升主板可靠性,这些都为高速生产下的质量一致性提供了保障。
4. 全面质量管理体系
在高节拍的生产中,质量控制是重中之重。该厂商建立了覆盖原材料入库、在线制造、整机测试到出厂抽检的全流程质量管控体系。运用机器视觉、传感器网络与物联网技术,实时采集生产数据并进行分析,任何细微的工艺偏差都能被迅速识别与纠正。这种以数据驱动的预防性质量管控,将缺陷率控制在极低水平,是产能“稳定”输出的基石。
三、技术咨询的关键角色
如此复杂的产能体系建设,并非单靠企业内部力量能够一蹴而就。专业的技术咨询在其中扮演了至关重要的“外脑”与“桥梁”角色:
- 战略规划与路径设计:技术咨询机构协助企业对标行业最佳实践,进行产能扩张的顶层设计,制定从技术选型、产线布局到投资节奏的详细路线图。
- 新技术导入与集成:咨询专家持续追踪全球先进制造技术(如数字孪生、5G+工业互联网应用),并评估其与现有生产体系的融合可行性,帮助企业平滑引入新技术,避免投资风险。
- 流程优化与瓶颈突破:通过深度诊断生产流程,识别制约产能的瓶颈环节(如物料配送效率、设备综合效率OEE),并提出基于精益生产、六西格玛等方法的优化方案,持续提升整体运营效率。
- 人才与知识体系构建:协助企业规划与培养智能制造所需的人才队伍,并帮助建立内部知识管理体系,将最佳实践固化、标准化,确保产能提升的成果得以持续和复制。
四、启示与展望
这家手机厂商的成功实践表明,在智能终端制造领域,产能的飞跃本质上是技术创新与管理创新双轮驱动的结果。它不仅仅关乎购买更多设备或扩建厂房,更是一个系统性工程,需要将尖端制造技术、数字化供应链、智能质量管控与专业的产业咨询深度融合。
随着5G、人工智能、物联网技术的进一步渗透,智能制造将向更柔性、更智能、更绿色的方向发展。能够持续借助内外部技术智慧,不断优化和升级制造体系的企业,不仅能在产能规模上建立优势,更能在产品创新速度、成本控制与市场响应能力上构筑长期竞争力。日产20万台,或许只是下一个更高阶目标的起点。
如若转载,请注明出处:http://www.pvpwhbh.com/product/21.html
更新时间:2026-06-19 11:56:09